Due metodi di lavorazione degli ingranaggi ipoidi
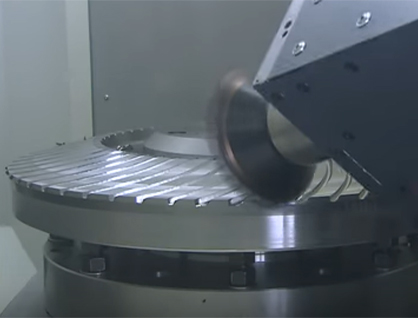
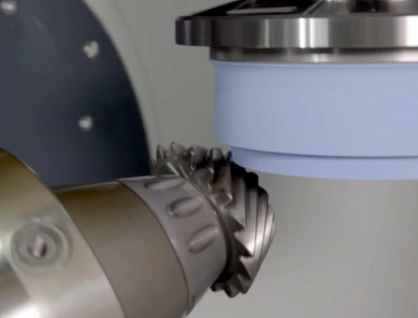
ILingranaggio conico ipoideè stato introdotto da Gleason Work nel 1925 ed è stato sviluppato per molti anni. Al momento, ci sono molte apparecchiature domestiche che possono essere lavorate, ma la lavorazione relativamente di alta precisione e di fascia alta è realizzata principalmente da apparecchiature straniere Gleason e Oerlikon. In termini di finitura, esistono due principali processi di rettifica degli ingranaggi e processi di lappatura, ma i requisiti per il processo di taglio degli ingranaggi sono diversi. Per il processo di rettifica degli ingranaggi, si consiglia di utilizzare la fresatura per il processo di taglio degli ingranaggi e il processo di lappatura. affrontare l'hobbing.
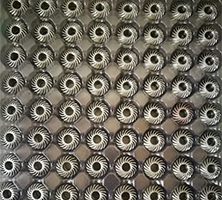
ILingranaggilavorati dal tipo con fresatura frontale sono denti conici e gli ingranaggi lavorati dal tipo con dentatura frontale sono denti della stessa altezza, cioè le altezze dei denti sulle facce terminali grande e piccola sono le stesse.
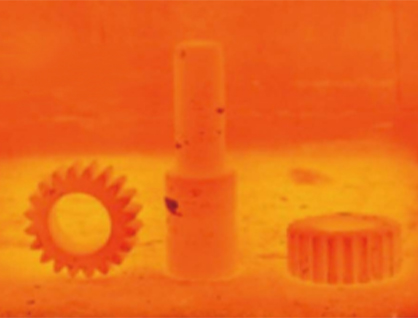
Il consueto processo di lavorazione prevede la lavorazione grossolana dopo il preriscaldamento e la finitura della lavorazione dopo il trattamento termico. Per il tipo a dentatura frontale, è necessario lapparlo e accoppiarlo dopo il riscaldamento. In generale, la coppia di ingranaggi rettificati insieme dovrebbe comunque essere accoppiata quando verrà assemblata successivamente. Tuttavia, in teoria, gli ingranaggi con tecnologia di rettifica degli ingranaggi possono essere utilizzati senza adattamento. Tuttavia, nel funzionamento reale, considerando l'influenza degli errori di assemblaggio e della deformazione del sistema, viene ancora utilizzata la modalità di abbinamento.