











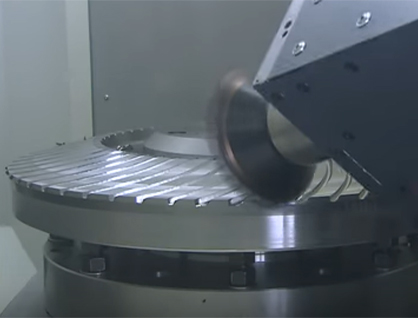
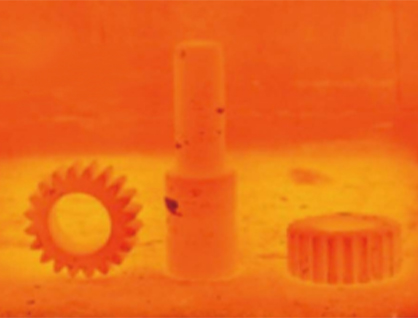
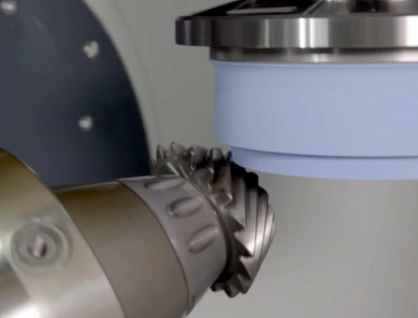
Processo di produzione




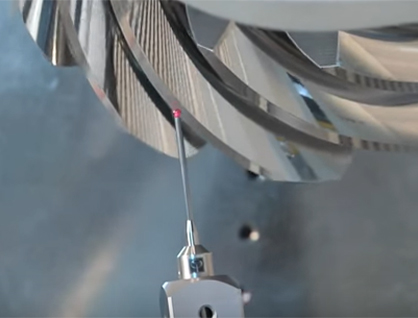
Ispezione

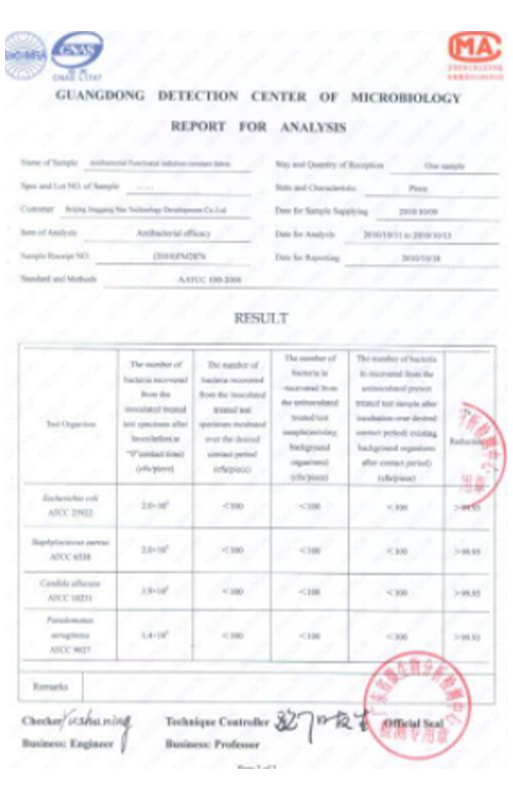
Rapporti

Pacchetti



Il nostro video show
Scrivi qui il tuo messaggio e inviacelo
Prodotti simili
-

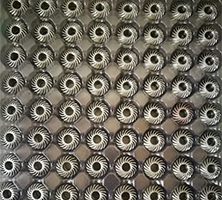
Ingranaggi conici ipoidi a spirale per l'agricoltura...
-

Ingranaggi conici ipoidi Set di ingranaggi per cambio
-

Set di ingranaggi conici ipoidi con rapporto di velocità elevato per...
-

Ingranaggi conici ipoidi Ingranaggi a spirale per automobili
-

Ingranaggio ipoide utilizzato nei dispositivi medici...
-

Ingranaggi ipoidi, differenziale a spirale per auto, cono di schiacciamento...