











Processo di produzione








Ispezione

Rapporti






Pacchetti




Il nostro video show
Scrivi qui il tuo messaggio e inviacelo
Prodotti simili
-

Ingranaggio cilindrico elicoidale utilizzato nel riduttore del cambio
-

Ingranaggio cilindrico circolare ad alta precisione u...
-

Ingranaggio cilindrico per autoveicoli in metallurgia delle polveri
-

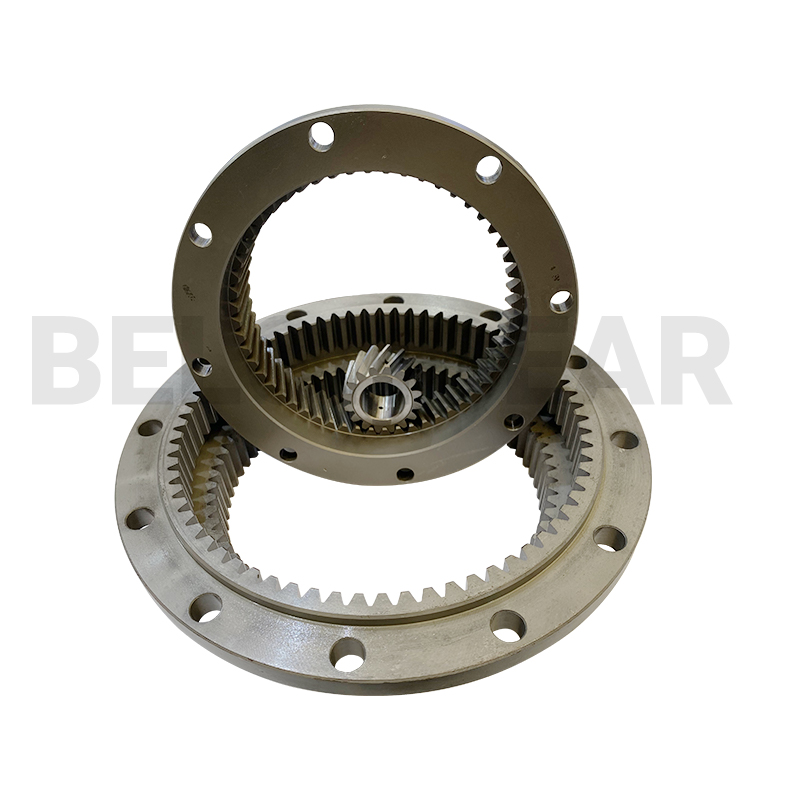
Corona dentata interna utilizzata nei grandi ingranaggi industriali...
-

Ingranaggio cilindrico di precisione utilizzato negli ingranaggi cilindrici...
-

Corona dentata interna in acciaio inossidabile utilizzata nelle imbarcazioni